
Obstacles 13-16
Specifications Can Not Tell the Whole Story

13. The supposition that it is only necessary to meet specifications. Specifications can not tell the whole story.
The supplier must know what the material is to be used for…
A programmer has a similar problem. She learns, after she finishes the job, that she programmed very well the specifications as delivered to her, but that they were deficient. If she had only known the purpose of the program, she could have done it right for the purpose, even though the specifications were deficient…
A still more serious problem exists in the manufacture of complex apparatus, such as a fiberglass cable to run from one city to another. The system requires more than a good cable. It requires repeaters and loading coils, carrier equipment and filters, and a myriad of other essential items of equipment. These items are not bricks and mortar to be put together by a skilled workman. They must be designed together, tested over and over in small subassemblies, modified as required, then in a multitude of bigger subassemblies, and so on.
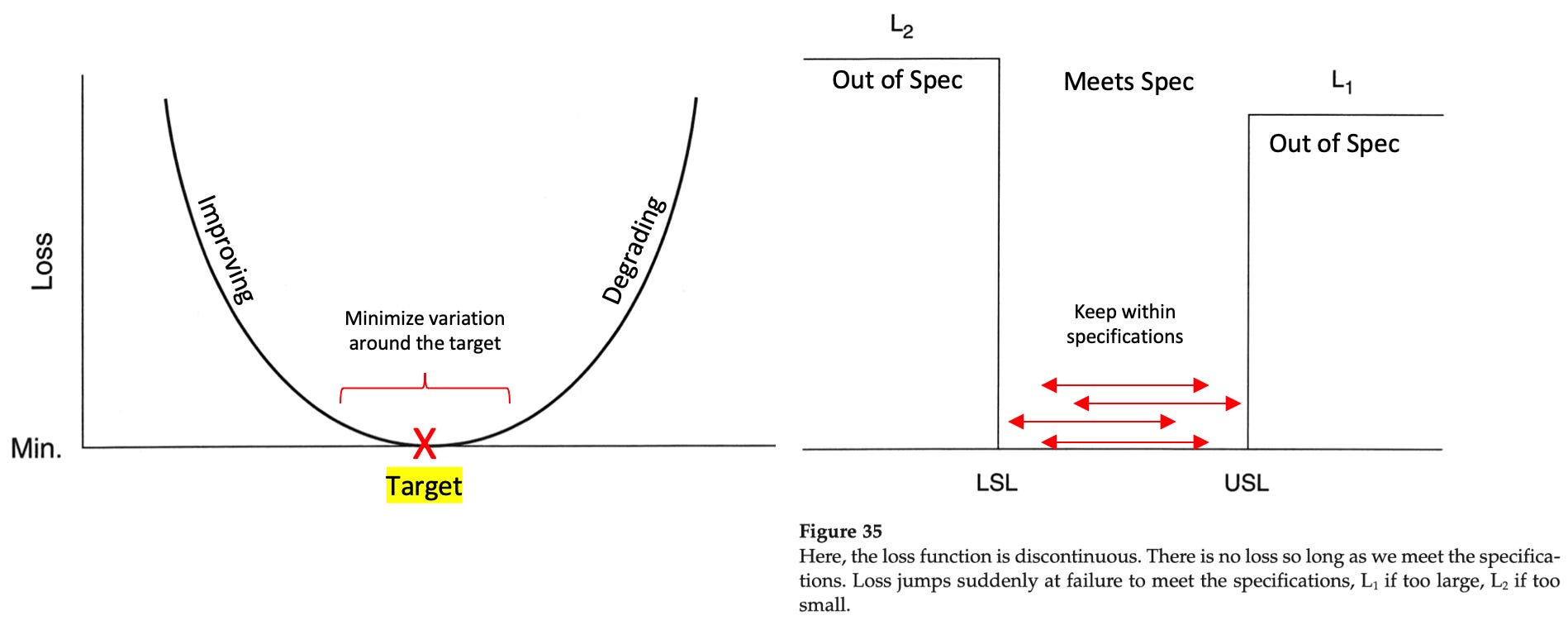
14. The fallacy of zero defects. There is obviously something wrong when a measured characteristic barely inside a specification is declared to be conforming; outside it is declared to be nonconforming. The supposition that everything is all right inside the specifications and all wrong outside does not correspond to this world. A better description of the world is the Taguchi loss function in which there is minimum loss at the nominal value, and an ever-increasing loss with departure either way from the nominal value.
15. Inadequate testing of prototypes. A common practice among engineers is to put together a prototype of an assembly with every part very close to the nominal or intended measured characteristic. The test may go off well. The problem is that when the assembly goes into production, all characteristics will vary. In the most ideal state, they will vary on a distribution about the nominal or intended value. In practice, there may be no predictable distribution of many of the parts, the state of statistical control being still far in the future. The fact is that volume production may turn out only one part in 100,000 that will perform like the prototype.
16. “Anyone that comes to try to help us must understand all about our business.” All evidence points to the fallacy of this supposition. Competent men in every position, if they are doing their best, know all that there is to know about their work except how to improve it. Help toward improvement can come only from some other kind of knowledge. Help may come from outside the company, combined with knowledge already possessed by people within the company but not being utilized.
- Deming, W. Edwards. Out of the Crisis (MIT Press) (pp. 140-143). The MIT Press. Kindle Edition.
IN today’s post we review the last four obstacles to transformation Dr. Deming outlined in Out of the Crisis.
The supposition that it is only necessary to meet specifications and the fallacy of zero defects are closely-related and a defining signature of the prevailing style of management, constraining thinking on quality into a binary state of “in-spec” / “out-of-spec” without considering the effects of variation while within specifications on the integration of parts working together. The consequences of working “to print” (ie. specifications) was famously demonstrated in the Ford/Mazda transaxle experiment of the early 1980s where two production runs of transmissions were produced according to identical blueprints. The bulk were made at Ford’s Batavia, OH plant, with Mazda in Japan making the remainder.
Result? The Ford transmissions received 3x as many warranty and customer complaints as those made by Mazda. On inspection, it was discovered that the Ford transmissions, while indeed conforming to the specifications, had measurements spread over 70% of the specification ranges, while Mazda engineers had achieved concentrations within the middle 25% of specification ranges. John Betti, VP of Powertrain and Chassis Operations at Ford observed:
While we were arguing about how good the parts had to be, they were working hard on making them all the same. We worried about specifications; they worried about uniformity. While we were satisfied and proud if we were to print, and then worried about keeping it to print, they started with the part to print, and worked on continuous improvement in the uniformity of the parts. Control, uniformity, continuous improvement.
- Neave, Dr. Henry. The Deming Dimension. (p. 161)
In other words, Ford interpreted quality as a specified destination; Mazda interpreted quality as an ongoing journey from a specified point of origin.
The magic that enabled the Japanese team to achieve such results can be attributed to the models devised some twenty years earlier by Dr. Genichi Taguchi with his eponymous loss function curves that visualize quality as a continuum around a nominal target as opposed to a binary in/out condition gate as pictured below. As Dr. Deming writes in The New Economics, the curve “help[s] us to change from a world of specifications (meet specifications) to continual reduction of variation around a target, through improvement of processes”. We'll explore Taguchi Loss functions in more detail in an upcoming post.
NB: Observe how, even at the time of Dr. Deming’s writing in the early 1980s, a programmer was just as afflicted with poorly-understood specifications as they would be today. It would be almost a decade after Out of the Crisis was published before the first efforts at rectifying this gap would appear with nascent lightweight methods like Scrum. Improvement doesn’t happen quickly.
Inadequate testing of prototypes should be very familiar to anyone who has had to produce a Proof of Concept (POC) or Minimum Viable Product (MVP) originally intended for learning purposes turned into a production-ready application or service. This obstacle persists to this day with the same expectations of being able to short-cut your way to success. The abuse of MVP is especially egregious: I’ve rarely encountered a team or manager in the wild who knows where the term originated nor its intended purpose.
Finally, the hoary chestnut that anyone who comes to help us must understand all about our business is sadly still with us. This obstacle is perhaps most visible to those in the consulting or coaching disciplines who find doors opened or closed based on their client base and associated areas of expertise. My perspective is aligned with Dr. Deming’s, here: Knowledge of what to improve and how is universally applicable and can transcend industries. Learn the theory, be able to explain it clearly and help others to learn it, so they can begin to improve. There is a most urgent need for this aid that only outside eyes can provide.
Reflection Questions
Consider the Ford Batavia transmission study and the different interpretations of specifications the two teams applied. Why do you suppose the North American teams were so wedded to seeing specifications as a destination, while the Japanese team viewed them as a starting point? What does this reflect about the thinking in management?
What are your initial impressions of Dr. Taguchi’s Loss Function for improvement of quality through reduction of variation around a target? What other applications come to mind that could benefit from shifting thinking toward this model and away from in-spec/out-of-spec mindsets?

How are POCs and MVPs used in your organization? What is learned? What happens when they are pushed into production? Who is blamed for problems?
Have you engaged an “industry expert” to consult or coach people in your organization with the aim to resolve some problem or enact some change? What were the benefits of them having domain knowledge? What were the drawbacks? Were they able to see problems caused by your system of management, or were the problems accepted as “facts of life” ? What would convince management to seek out guidance from someone outside their industry?
Looking at all of the obstacles that Dr. Deming describes, what others come to mind? How are we sabotaging our efforts to change with how we choose to perceive various phenomena in our organization?